- 400-100-9266
- product@sci-e.com
- 专注生物合成、酶催化合成产业化,提供高品质高性价比--工程菌、酶、固定化酶、固定化载体材料、天然产物
近年来,发达国家纷纷制定国家生物战略,加速抢占生物技术的制高点。生物酶制剂及相关工业菌种的开发作为生物制造产业的核心技术,堪称生物制造业的“芯片”,也成为我国大力发展、重点投入的高新技术产业之一。
生物酶制剂,顾名思义,主要源自生物,具有用料少、催化效率高、高度专一性、反应条件温和、降低能耗等特点,目前已被广泛应用于医药、化工、饲料、食品、能源等多个领域。
近些年,国际酶制剂市场迎来快速发展。2021年全球酶制剂市场规模达到65.2亿美元,平均年复合增长率为7.34%,预估2024年全球酶制剂市场规模为69.4亿美元。
与此同时,虽然国内酶制剂产业也在快速发展,但鉴于我国起步相对发展较晚,且国内市场过去长期受制于跨国企业中龙头公司的垄断,我国酶制剂产业总体规模仍与全球发达国家有不小差距, 2021年中国酶制剂市场超过39亿元人民币,总产量为189万吨,与2019年全球65.2亿美元的市场规模而言,仍相形见绌。
表1. 全球授权酶制剂相关专利数量排名TOP10企业机构
 来源:中科院机构知识库
来源:中科院机构知识库
从酶制剂的细分应用领域分析,目前排名前三的领域分别为食品饮料、生物燃料和洗涤剂,分别占据26%、18%、14%,精细化工和医药制造领域的酶应用占比总和仅5%左右。
实际上,我国的酶生产应用和全球酶制剂应用的总体方向基本一致,食品工业和洗涤占据绝对优势地位,而在医药制造、精细化工领域又与国外有显著差距。
以医疗酶制剂为例,国外医疗用酶的生产成本在销售额的30%-35%,研发投入占销售额的10%,而国内生产成本高达70%-80%,但研发投入占销售额平均不足1%,这导致国内自产的酶制剂不仅技术落后、生产效率低下,产品也较为低端。
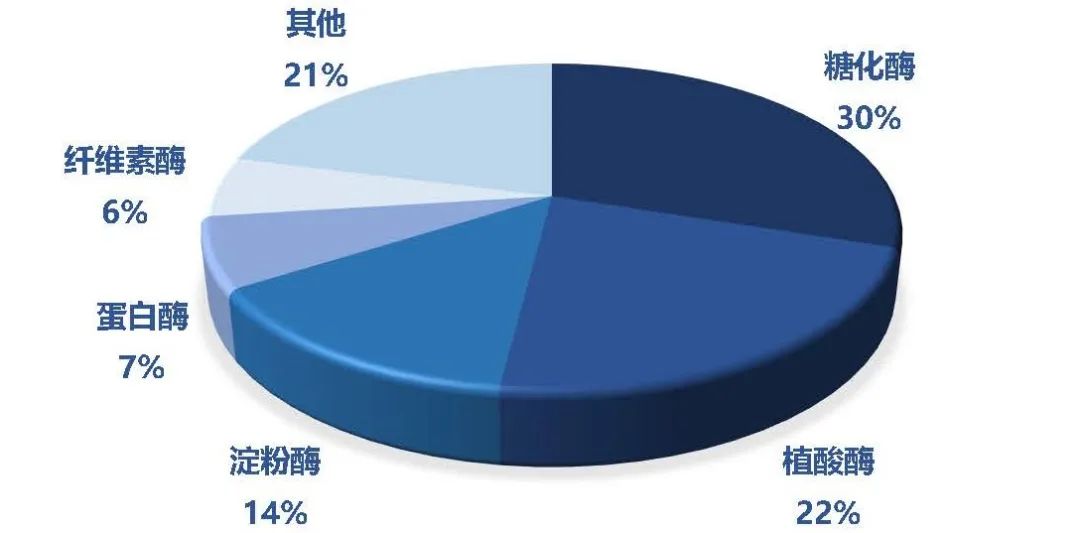 图1. 我国主要酶制剂产品占比
图1. 我国主要酶制剂产品占比
来源:药渡


值得一提的是,在生物催化领域,随着酶法工艺逐渐替代化学法工艺,固定化酶技术应运而生。
该技术主要是将生物活性酶加载在树脂等酶载体上,以提高游离酶对敏感环境的耐受性和操作过程中的稳定性,大幅缩减应用和生产成本。固定化酶技术因此成为全球酶制剂企业的重要攻坚方向。
研究表明,经固定化后的酶,可以借助载体的保护作用或者与载体之间相互作用,保护酶蛋白的空间构象,进而提高对pH、温度、重金属离子等影响因素的耐受性。常用技术方法如下表:
表2. 常用固定化方法特点
 来源:凯莱英整理
来源:凯莱英整理
由于传统酶固定化方法各有缺陷,因此出现了两两结合的改进方法,如吸附-交联、吸附-包埋、交联-包埋等,能优势互补,保证酶活的同时提高热稳定性和pH稳定性。
此外,定向酶固定化和共固定化酶技术也是具有一定优势的固定化方法。前者能使蛋白酶分子的特定位点与载体结合,让载体上的酶分子排列有序,活性位点朝向载体表面外侧排列,由此实现酶定向固定化,该方法可以使底物易于进入,从而提高固定化蛋白酶的活性和稳定性。
后者是将多种酶同时逐层地固定化在同一载体上,使得整个固定化酶体系的活性明显增强,酶之间不仅可以协同发挥作用,且底物能在连续酶之间形成传递,简化反应步骤,提高生产效率。
相关案例如表3所示:
表3. 固定化酶技术方法
 来源:西安工程大学学报
来源:西安工程大学学报
除了固定化酶技术外,固定化酶载体也是全球酶制剂企业关注的重点领域。
由于载体材料的结构和性能对酶的活性保持和应用至关重要,所以选择合适的材料种类和性能非常关键,要求材料带有能与酶发生反应的官能团,具有大的比表面积和多孔结构,不溶于水、强度好、无毒、无污染等。
一般用于酶固定化的载体主要包括无机材料、天然聚合物、人工合成载体等,常见材料见下表:
表4. 固定化酶所用的载体材料
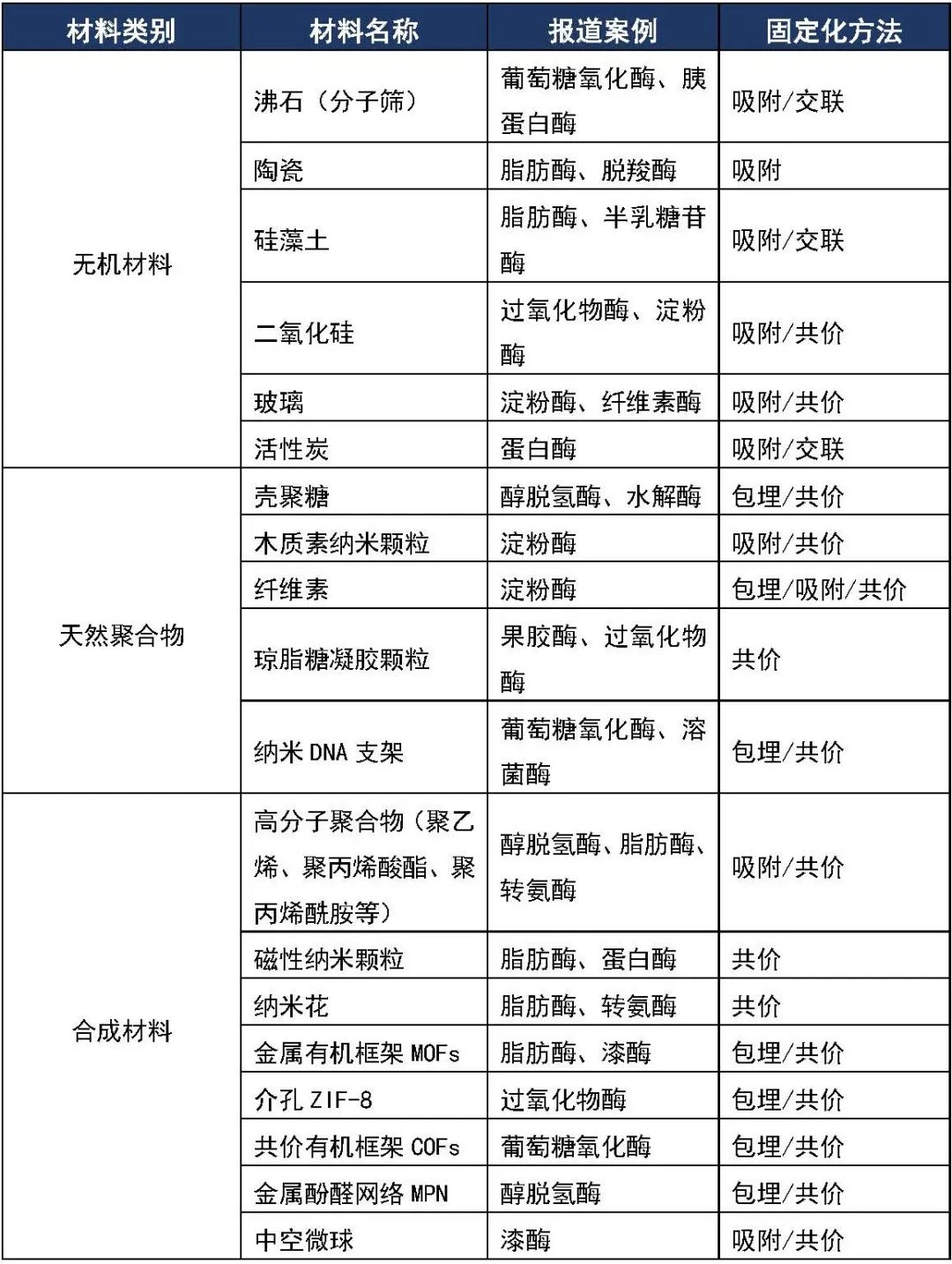 来源:西安工程大学学报& https://doi.org/10.1007/s12010-023-04838-7
来源:西安工程大学学报& https://doi.org/10.1007/s12010-023-04838-7
全球酶制剂开发人员还将高效的工具酶应用到合成生物学中,以代替传统化学合成中的催化剂的使用。
其主要优势在于固定化酶具备高效的酶活及催化效率、反复套用多次后酶活依旧保持,并可缩短工艺路线,催化底物范围广兼具降本增效、绿色环保、反应安全等优势。
以生物酶法生产西他列汀为例,应用固定化转氨酶(固定材料为环氧树脂)时,在重复利用第20次时仍能保持99%的高转化率,残余酶活在88%-90%。改进方法后,采用固定化酶(固定材料为海藻酸钠)催化相同底物时的转化率虽有所降低,但显著提升了套用20次的残余酶活(92%-94%)。
总体而言,共价结合的固定化酶技术具有分离简单、不对称转化过程成本低廉、反应条件温和、环境友好、操作简便等优势,易于工业放大,值得深耕推广。
凯莱英医药集团(股票代码:002821.SZ/6821.HK,以下简称“凯莱英”)敏锐地瞄准合成生物学在制药生产领域的巨大潜力,将沉淀多年的技术优势完美融合,创新开发了连续性固定化酶技术,搭建成熟的连续性固定化酶专项技术平台。
研发团队基于不同酶蛋白的分子特性开发了多种形式的固定化方法(吸附、共价结合、交联等),适用于各种类型酶蛋白,如转氨酶、酮还原酶、脂肪酶、酰基转移酶等,并开创性合成了上百种固定化载体,并从中筛选出最优质且有普适性的超过40种无机、多孔硅基、聚乙烯醇、金属亲和等系列的常用载体。
在连续性固定化酶设备方面,凯莱英还自主研发了以连续反应器为主的从实验室小试、公斤级测试到吨级生产的多种全系列连续固定化酶反应器。可连续完成不同形式酶固载,减少至少40%设备清洗和固定化酶转移操作时间;亦可完成不同类型连续固定化酶催化反应,显著减少设备使用量和提高反应效率,实现数十倍甚至上百倍的产能提升,且无需进行繁琐的酶分离或回收操作,有效简化后处理工艺。
从化学合成到合成生物学,从游离酶到固定化酶,从传统固定化酶到创新固定化技术再到连续性固定化酶技术,酶制剂的技术革新既是一部科学创新的演变与发展史,也是人类对科学永恒的探索与发现史。科学永无止境,期待全球科研人员及制药企业能继续深入探索,不断开发更先进的酶制剂技术,及早应用到全球医药制造生产中。
References
参考资料
1、20240207-民生证券-蔚蓝生物(11.930, 0.00, 0.00%)-603739-深度报告:顺应大健康趋势,看好酶制剂、益生菌长期业务发展
2、20240226-国投证券-合成生物学行业专题系列二:生物制造产业升级,医药行业多点开花
3、酶固定化技术的最新研究进展,潘虹,陆天炆,王晓军,洪一楠,西安工程大 学学报,2024年2月
4、https://mp.weixin.qq.com/s/SdNDK_5pYVWxgKT6IHRTTQ
5、https://mp.weixin.qq.com/s/fsFjvHS7gJK3n8bL-xC6FQ
6、https://doi.org/10.1007/s12010-023-04838-7








上海小何
|
4001009266
|

广州小韩
|
18916436080
|
|
西安小王
|
17349750668
|
|
北京小蔡
|
17349750668
|
|
武汉小李
|
17349750668
|
